����������ԭ���ϵ����������϶��Ǹߺ��ܡ�����Ⱦ��ҵ�����ŶԻ����������������ӣ���������ŷű��ĸ�¯������������ҵ�������̭�������ܣ�ֱ�ӵ��������۸�����ǣ�������ҵ��װ������ҵ�����Ĵ����ϸ��չ������ͣ�Ҳ���·ϸֵļ۸���Խ��ͣ�������ԭ���ϵ�����۸��ڲ��ϵ�������ͬʱ�����۸����ͬ�����ǣ���ʹ�����ǵĿ���Ҳ��С���ȵġ��ͺ�����ǣ���˺ܶ�������ҵ���������ž�Ļ���Ͷ�룬���һ������ųɱ��������ǵ�˫��ѹ������ɭ������Ϲ�˾��Ϊ�����������ۼ���������Ϊһ���רҵ����ԭ���Ϲ�Ӧ�̣���ȫ�����صķ�����������������ҵ���ٵ�����������˫Ӯ���������ڼ��Ҵ���������ҵ���㽭�����ա��ӱ���һ���������ȫ�ϸ����������������յĽ��ࡢ���ܲ��Խ�������ﵽ��������ԭ�������������Ĵ�ͳ������ʽ������Ԥ��������ʹ�ã���������ˮ����������ȫ��ظ�������ˮ��������ͬʱҲ����������ļӹ����ܣ�Ŀǰ�ü�����ҵ�Ѿ�ȫ��ʵ����ȫ�ϸ����������������ڷϸֵĴ���ʹ�ã�ȡ�����������Ӷ����Ľ����˳ɱ�������Ч��ɹۡ�
һ���ɱ�����
1.Ŀǰԭ���ϼ۸�Ԫ/�֣�
| ����Q10��Z14�� |
�ϸ� |
��¯�� |
��̼�� |
Ԥ������ |
75%���� |
65%���� |
| 3300(3250) |
2000 |
2000 |
5000 |
6500 |
6200 |
6200 |
����һ��QT400-12���㽭����ij��ҵ��
1.QT400��12Ŀ��ɷ�(%)
| Ԫ�� |
C |
Si |
Mn |
P |
S |
Mg |
Re |
| ԭ��ˮ |
3.6-3.8 |
1.45 |
1.25 |
��0.04 |
��0.02 |
|
|
| ����ˮ |
|
2.4-2.6 |
0.2-0.4 |
��0.04 |
��0.012 |
0.03-0.05 |
��0.01 |
2.����Q10��Ҫ�ɷ�(%)
| Ԫ�� |
C |
Si |
Mn |
P |
S |
| ���� |
4.2 |
1.0 |
0.2 |
��0.04 |
��0.02 |
3.��ɭ��˾��̼����Ԥ��������Ҫ�ɷ֣�����
| Ԫ�� |
C |
Si |
|
|
|
|
S |
| ��̼�� |
��98 |
�D�D |
�D�D |
�D�D |
�D�D |
�D�D |
��0.0�� |
| Ԥ������ |
23��25 |
63��65 |
�D�D |
�D�D |
�D�D |
�D�D |
���� |
4.�ϸֲο��ɷ֣�����
| Ԫ�� |
C |
Si |
Mn |
P |
S |
|
|
| ���� |
0.1 |
0.25 |
0.4 |
��0.04 |
��0.02 |
|
|
5.��������˵������������һ����ˮ����
��1����ɭ��������Ϊ1.3%������Si����Ϊ42%����2����ɭ������������Ϊ0.7%������Si����Ϊ70-72%�����������ǡ��������뼰˲ʱ����������3����̼��������Ϊ2.8%��������Ϊ90-92%������ʱȡ90%����4��Ԥ������������Ϊ1%���������еĺ�������ʱȡ�м�ֵ��C:24%,Si:64%��ʵ���а�����ֵ����ɺ������������⡣��5��75%Si-Fe������Ϊ0����6��65%Mn-Fe������Ϊ0����7��P��S�ڴ˳ɱ�����ʱ���ԡ���8���ر�˵����������ҵ��Ʒ��+��Ʒ��һ������20��30%�Ļ�¯�ϣ���νȫ�ϸ�������Ӧ������ʹ�÷ϸ֣������뿼�ǻ�¯������ѭ������˷ϸֻ�¯����ȸ�ռ75%��25%����ҵ���Ը���������Ʒ�ص������¯����ռ�ȡ���8��������������Ԫ�������ݺ��ԣ���ԭ��ˮ���ף���̼���ǣ�ȡ������е��ڡ�
6.ȫ�ϸ֣���������¯����������£�һ�֣���
| ԭ���� |
�ϸ� |
��¯�� |
��̼�� |
Ԥ������ |
75%Si-Fe |
65%Mn-Fe |
�� |
������ |
| ����% |
75 |
25 |
2.8 |
1 |
0 |
0 |
1.3 |
0.7 |
| ����Kg |
750 |
250 |
28 |
10 |
0 |
0 |
13 |
7 |
| �۸�Ԫ |
1500 |
500 |
140 |
65 |
0 |
0 |
|
|
ǰ�����ܽ��ϼƣ�2205Ԫ
��:�ɷ���֤���£�
��1��C%=�ϸ�C+��¯��C+��̼��C+Ԥ������C=0.1%*75%+3.7%*25%+98%*90%*2.8%+24%*1%=3.71%
��2��Si%=�ϸ�Si +��¯��Si+Ԥ������Si+��Si+������Si=0.25%*75%+2.5%*25%+64%*1%+42%*1.3%+70%*0.7%=2.5%
��3��Mn%=�ϸ�Mn +��¯��Mn=0.4%*75%+0.3%*25%=0.375%
7.�ù�˾��ͳ���ϱ������£�һ�֣���
| ԭ���� |
���� |
��¯�� |
�ϸ� |
��̼�� |
75%Si-Fe |
65%Mn-Fe |
�� |
������ |
| ����% |
65 |
20 |
15 |
0.25 |
0.4 |
0 |
1.3 |
0.7 |
| ����Kg |
650 |
200 |
150 |
2.5 |
4 |
0 |
13 |
7 |
| �۸�Ԫ |
2145 |
400 |
300 |
12.5 |
24.8 |
0 |
|
|
ǰ�����ܽ��ϼƣ�2882.3Ԫ
��:�ɷ���֤�ԡ�
8���ܽ
��Լ�ɱ�677Ԫ/��,�ҹ�˾���̼�����Ա��ù�˾��������һ���Ⱥ���0.5�֡�3�ּ�5����Ƶ��¯�Ͻ��ж�����ƣ���ȡ������Ľ����Ŀǰ�ù�˾��ȫ������ȫ�ϸ�������������������������������ͼһΪ0.5�ֵ�¯������༰���ܱ��棨����ȡ�Խ�ע��ɺ��ʣ����ˮ�������������϶Աȿ��Կ����ɱ������Ƚ��͡�
��������HT250����������ij��ҵ��
1.HT250Ŀ��ɷ�(%)
| Ԫ�� |
C |
Si |
Mn |
P |
S |
| ��ˮ |
3.1-3.3 |
1.7-1.9 |
0.7-0.9 |
��0.04 |
0.06-0.09 |
2.����Z14��Ҫ�ɷ�(%)
| Ԫ�� |
C |
Si |
Mn |
P |
S |
| ���� |
4.2 |
1.35 |
0.5 |
��0.04 |
��0.02 |
3.ȫ�ϸ֣���������¯����������£�һ�֣���
| ԭ���� |
�ϸ� |
��¯�� |
��̼�� |
Ԥ������ |
75%Si-Fe |
65%Mn-Fe |
������ |
| ����% |
75 |
25 |
2.4 |
1 |
0.35 |
0.7 |
0.4 |
| ����Kg |
750 |
250 |
24 |
10 |
3.5 |
7 |
4 |
| �۸�Ԫ |
1500 |
500 |
120 |
65 |
21.7 |
43.4 |
|
ǰ�����ܽ��ϼƣ�2250.1Ԫ
��:�ɷ���֤���£�
��1��C%=�ϸ�C+��¯��C+��̼��C+Ԥ������C=0.1%*75%+3.2%*25%+98%*90%*2.4%+24%*1%=3.23%
��2��Si%=�ϸ�Si +��¯��Si+Ԥ������Si+75%Si-Fe Si+������Si=0.25%*75%+1.8%*25%+64%*1%+70%*0.35%+70%*0.4%=1.8%
��3��Mn%=�ϸ�Mn +��¯��+Mn+65%Mn-Fe =0.4%*75%+0.3%*25%+65%*0.7%=0.83%
4.�ù�˾��ͳ���ϱ������£�һ�֣���
| ԭ���� |
���� |
��¯�� |
�ϸ� |
��̼�� |
75%Si-Fe |
65%Mn-Fe |
������ |
| ����% |
50 |
35 |
15 |
0 |
0.6 |
0.4 |
0.4 |
| ����Kg |
500 |
350 |
150 |
0 |
6 |
4 |
4 |
| �۸�Ԫ |
1625 |
700 |
300 |
0 |
37.2 |
24.8 |
|
ǰ�����ܽ��ϼƣ�2687Ԫ
��:�ɷ���֤�ԡ�
5.�ܽ
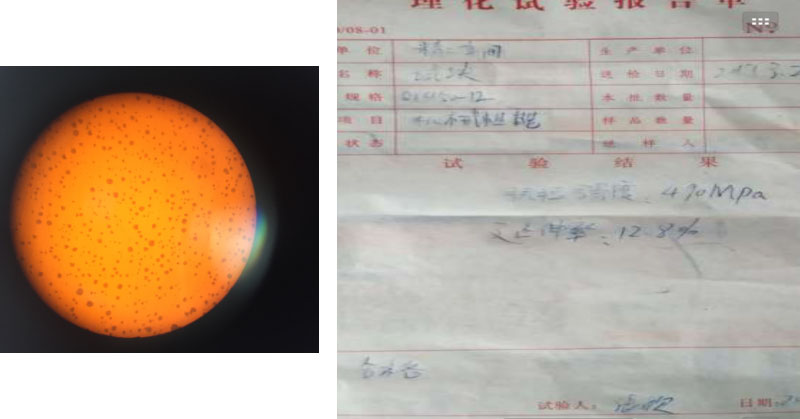
��Լ�ɱ�437Ԫ/��,�ù�˾������̨һ�ֵ�¯����Ҫ��ע��������������һ��һֱ�������������ϰ˵㣬�����϶Աȵijɱ�������ɱ��õ�����½������ҽ�����֯�е�A��ʯī���߳�ԭ����ͳ��ȣ�ͬ����ѧ�ɷ�����Ӧ�Ŀ���ǿ��Ҳ�ȴ�ͳ��ȸ߳���10%��Ŀǰ�Ѹ�������ʽ�Ѿ�ȫ���ƹ㡣
����Ԥ����������̼�����뷽��
������̼���ļ��뷽�������ܵ������൱�࣬�������ڴ������ϵ�ָ���������˵�¯�ۻ�ǿ�ȡ�¯�Ͽ�ȼ��ྻ�ȵ����أ�������Ǹ��ݲ�ͬ���ҵľ�������ܽ�����¹��ɣ����ο���
��1��������̼��ֱ�Ӵ���¯�ף�������̼��ǰ���ȼ���һ���������¯��м��
��2��¯����1.5Сʱ�����ۻ������ģ��������ý�Ϊ���ʣ���¯�������н�ǿ�ĵ�Ž���������̼�����Է�2-3�������룬�����봦��¯�����²����ܶ˾���ڵ�¯�����������⣬�е�����¯Ҫ����Сʱ�����ʱ�䣬���ֵ�¯�ĵ�Ž���������������һ���Լ�����������룬�����ܿ���¯�ס�
��3����̼������ʱ������ѡ�ú��ʿ�ȵ�¯��ѹס��¯��Խ�ܼ�Խ�ã��Կ�������̼��Ϊ�ˡ�
��4��������̼��ʱ����ʹ�ó���״�ϸ���ֱ���룬һ����ˮ������������̼�����ϸ������������ʡ�
��5��������̼����¯�Ͼ����ܽྻ����ȳ�����ʴ��ճɰ���صȲ��ϸ�¯�Ͼ������ۻ����ڼ��롣
��6����̼�����������ڵ������½�Ϊ���룬���Ԥ�������ļ���ѡ������̼�����ֶ�����Һ��������룬��ȫ��¯���ۻ�����Ԥ�������ϸ�����Ϊ�ˣ���ȻԤ����������ʱҲ��������ʶ�ؼ�ǿ���ǣ����¯��ˮ��Ҫ�Ȱ�������Ԥ��5-10KgԤ���������ڰ��ף������ϸ��ʯī�൱�кô���75%Si-Fe���롣
��7����ɭ��˾����̼��Ϊʯī����̼����ʵ�����������ʾ��ȶ���90-95%֮�䣬������������ʵ���90%�����ܵ������Ǽ��뷽ʽ�����⣬ÿ����λ�����ͬ�������û����и��ټ��뷽ʽ�����ȶ������ʣ�������̼��Ʒ�ֽ϶࣬�ϸ���S�ĺ��������ߣ���˻���������������ѡ��S������һ�����̼���������Ի���á�Ԥ�������ɷ�Ҳ��Ϊ�ȶ�����������0.5-1%��ˮ����Ϊ�ˣ�����ʱ�Ƽ�ֵΪ��Si������63-65% C������23-25%������ȡ�м�ֵ�����迼�����𡣸�ͼ��ΪԤ���������ܽ���
��ͼһ
 ��ͼ��
��ͼ��