下面的生产试验是在国内某民营企业进行的
(一)、浇注如下图产品:已批量生产的某轿车转向节铸件

该产品材质要求为普通的QT450-12,因为延伸率要求较高,在成分满足要求的前提下,对球化率有更高的要求,而且需要稳定达到2级以上球化率,为此我们在该工厂技术人员配合下做此试验,试验条件:熔炼一炉3吨铁水,第1、2包铁水(500Kg/包)按照现有球化孕育工艺进行,第3、4包铁水均在球化包覆盖剂添加卡森公司预处理剂后铁水冲入球化孕育,金相取样均为同一位置,如上图绿线切割位置,样件均为每包浇注一箱同一模穴号,做好包次标记。
(二)、该产品部分生产条件(生产作业标准书)如下:
熔炼设备为中频感应电炉,容量:3吨,每包球化量:500Kg
主材料配比:生铁 30% 废钢 25% 回炉料 45%
熔炼炉前要求的化学成分要求:
C: 3.70~3.80 Si: 1.75~1.85 Mn: 0.2~0.3 P: 0.05以下
S:0.02以下 Sn: 0.01以下 Cu: 0.10以下 Cr: 0.08以下
Mo: 0.05以下 Ni: 0.05以下 Ti: 0.025以下
球化孕育后成分要求:
C: 3.40~3.60 Si: 2.60~2.80 Mn: 0.2~0.3 P: 0.05以下
S:0.02以下 Sn: 0.01以下 Cu: 0.10以下 Cr: 0.08以下
Mo: 0.05以下 Ni: 0.05以下 Ti: 0.03以下
残留Mg:0.035~0.05
出炉温度:1540±10℃
浇注温度1360~1420℃
(
三)、实际生产数据如下:
炉前成分如下:
C: 3.78 Si: 1.82 Mn: 0.26 P: 0.035 S:0.015
Sn: 0.006 Cu: 0.07 Cr: 0.042 Mo: 0.041
Ni: 0.035 Ti: 0.024
球化孕育后成分如下:
C:(未添加3.49、3.47,添加3.52、3.55)
Si: (未添加 2.72、2.68,添加2.75、2.78) Mn: 0.25
P: 0.036 S:0.010 Sn: 0.006 Cu: 0.08
Cr: 0.041 Mo: 0.038 Ni: 0.035 Ti: 0.023
出炉温度:1546℃
浇注首温:1412℃,浇注末温1365℃
其余按照生产作业标准书执行
(
四)、金相检测结果如下:
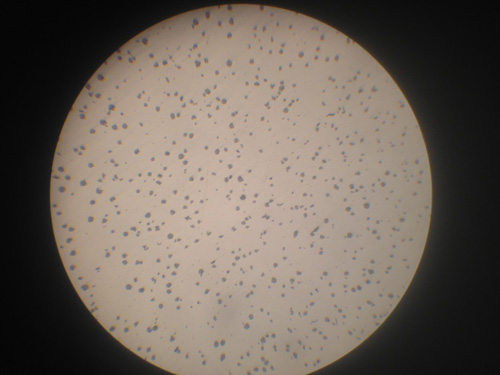
包
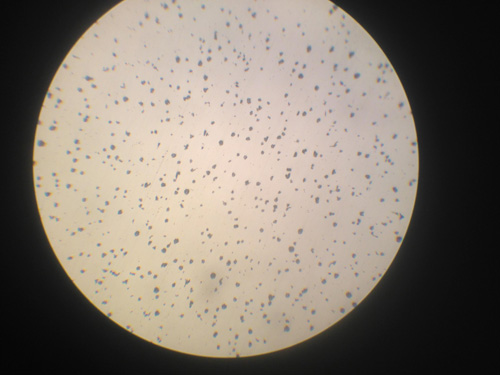
第二包
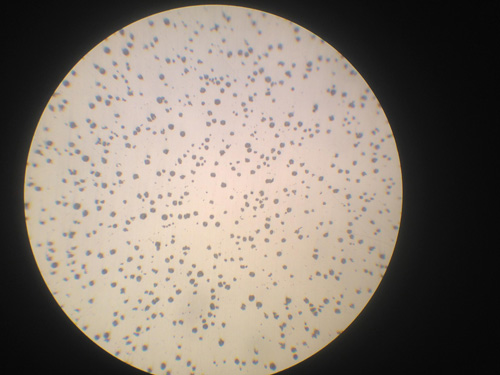
第三包
第四包
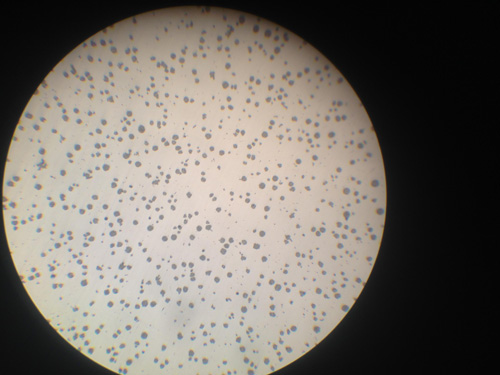
从以上金相图片可以看出, 第1、2包铁水中的石墨球数量较第3、4包石墨球的数量少较多,且第1、2包铁水的中的石墨球的圆整度比第3、4包铁水中的石墨球的圆整度要差许多。
结论:1传统的预处理剂工艺只是将原料如硅化硅,硅铁或增碳剂等添加剂直接进行的处理,卡森预处理剂是将原料提纯再复合微素元素制作而成,其作用大大超过原料,在球化处理前,通过加入的预处理剂,能提高铸件的综合机械性能。
2 通过卡森预处理剂的加入,能有效的改善灰铁铸件石墨的分布和形态,还有其显微组织,这样达到改善铸件的切削性能。
参考文献:周继扬. 铸铁彩色金相学。




